Features
Paper
Pulp
Research & Innovation
PaperWeek Canada 2022: A focus on paper quality and uptime
Innovations in technologies for the pulp and paper industry ruled the discussions at PaperWeek Canada 2022.
May 10, 2022 By Martin Fairbank, ph.d.
 Comparison of purchased versus onsite-generated GPAM on compression strength of packaging grade. Photo: Pascal Rivard, Solenis
Comparison of purchased versus onsite-generated GPAM on compression strength of packaging grade. Photo: Pascal Rivard, Solenis
PaperWeek Canada 2022, the annual conference organized by PAPTAC, took place virtually for the second year in a row this February 7 to 10. The packed program attracted almost 1000 attendees. Three sessions were dedicated to papermaking. Based on some of the best presentations, this article highlights some opportunities for paper mills to improve their paper quality as well as minimize downtime due to breaks, cleaning and fabric changes.
Papermaking additives
Maurice Rizcallah, global market development manager for Buckman, gave an overview of enzymatic fibre modification in papermaking. This is a technology that has been developed and gradually improved over the last 30 years. It provides the main benefits of strength improvement and machine speed, mostly by working on the surface of cellulose fibres to develop bonding. Many paper and board mills that use recycled fibres are looking for improved strength because the quality of their incoming fibre stream is decreasing due to higher recycling rates and more contamination. One way to develop strength is to increase refining. However, this can also reduce drainage as it results in more fibre collapse. Using enzymes prior to refining is a good strategy to develop strength without using refining or adding starch, virgin pulp or dry strength resins. Generally, a good enzyme strategy with the same amount of refining delivers higher strength. Reducing refining of an enzyme-treated furnish will deliver the same strength with higher drainage.
On the same theme of improving strength, Pascal Rivard, applications team leader for Solenis, gave a presentation on the use of dry strength additives. He pointed out that the needs of different paper grades drive different dry strength strategies. In graphic and specialty papers, the goals often include retaining high levels of filler substituting for fibre. This has led to the use of various types of starch and micro-particulate retention programs to compensate for the negative effect of mineral fillers on bonding strength.
In consumer bath tissue, there is a need for temporary wet strength, which traditionally has been provided by starch, enzymes and various other strategies. However, the latest generation of additives is based on glyoxalated polyacrylamide (G-PAM), a cationic resin delivering both temporary wet strength and permanent dry strength. G-PAMs are less sensitive to high conductivity, high colloidal charge, dissolved salts and hardness, which are common in paper mills with closed water circuits. Weak fibre bonding can be provided either by hydrogen bonding of cellulose and starch or by ionic bonding using cationic additives. GPAM provides ionic bonding due to its cationic charge, as well as stronger covalent bonding by bonding to cellulose through its aldehyde groups. In packaging grades, not only is dry strength important, but many producers are looking at producing lighter basis weights without reducing strength. The use of additives that provide covalent bonding, such as GPAM or polyvinylamine (PVAm), is a key strategy.
Solenis can now provide a system for generating GPAM onsite at a mill. Results were presented from a recent trial which showed that GPAM made onsite provides much more efficient dry strength. With a purchased GPAM product, the compression strength reached its maximum at a dosage of four pounds per ton, whereas the onsite generated better strength at the same dosage and additional strength response up to eight pounds per ton. The trial enabled a speed-up of 13 percent and furnish savings due to five percent less virgin kraft and five percent less refining energy.

Double slotted Uhle box coverPhoto: Roland Eckerstofer, Rochling
Control of papermaking
When the wet-end chemistry on a paper machine is complex, it is challenging to troubleshoot problems and take the right decisions to optimize cost and quality. Matt Callicott, platform launch manager at Solenis, gave a presentation on his company’s artificial intelligence (AI) driven autonomous chemistry control system – Optix. According to Callicott, we are in a golden age of analytics, where results can be obtained that were not possible a decade ago. Lab tests every two hours on samples from the reel cannot predict what is happening on a minute-by-minute basis. Real-time online data can be used for predictive modelling to build virtual sensors that accurately estimate paper properties every 30 seconds. Adding machine learning and artificial intelligence can result in much better control of wet-end chemistry. Such systems are very good at reducing variability.
In one case study of wet tear strength control, using the AI system resulted in a reduction in wet strength variability of 28 percent while improving target adherence by 38 percent and reducing the wet strength resin dosage by 15 percent. Autonomous control can be applied in diverse applications wherever chemical additives are used, and the results can be monitored in real-time, providing good opportunities for cost savings and quality improvement while also achieving sustainability goals.
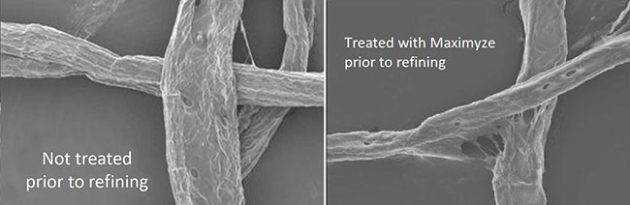
Fibres without and with enzyme treatment before refining
Photo: Maurice Rizcallah, Buckman
Fabric cleaning
Keeping the fabrics clean on a paper or board machine, especially with furnishes containing stickies and pitch, is an important job for preventing web breaks, preserving drainage and extending fabric life. Three presentations on this topic detailed the latest developments in this area.
Gilles Boulianne, team leader at Coldwater, gave a presentation on his company’s EZ Eco Smart Cleaner, a traversing cleaner head for forming fabrics. Traditional wire cleaning showers consume large amounts of water, are limited to pressures of 300 to 550 psi and create a lot of mist, sometimes requiring the installation of a mist removal box to keep the machine clean and dry. Some mills that experience buildup of stickies on the fabric also add chemicals via an additional shower to passivate the stickies.
Coldwater’s cleaning system contains 32 to 44 nozzle jets in a traversing cleaner head operating at 2000 to 2500 psi and rotating at 500 to 1500 rpm. Over 100 of these systems have been installed across Europe and Asia. The benefits can include 95 to 98 percent less water use, no mist production, much cleaner fabrics, no problems with plugged nozzles, power savings, reduction in sheet breaks and the possibility of longer fabric life. Coldwater also guarantees that no passivation shower will be required when using their system. Shawn Gray, assistant paper machine superintendent at Pixelle’s Chillicothe, Ohio freesheet mill then presented the results of an installation on his machine, where a mist remover was removed at the same time. Part of their justification to install the new fabric cleaning system was to reduce web breaks caused by the build-up of stock that fell on the web from the mist remover. The mill has also seen substantial savings in water use as well as energy.
In the press section, Uhle boxes are used to keep press felts clean by pulling water and fibre from the felt as it passes over a vacuum zone. Traditional Uhle boxes are slotted, but the use of perforated Uhle box covers can deliver better efficiency. Roland Eckerstofer, project manager at Rochling Leripa, demonstrated that, with the right design, increased dewatering efficiency and fabric lifetime can be achieved using less energy. Part of the reason is a larger open area and longer dwell time over the Uhle box, which means it can be operated at a lower vacuum level. Payback time for replacing a slotted Uhle box with a perforated design can be as little as three months.
Finally, Denis Martin, sales director at Kadant, gave a presentation on his company’s dryer fabric cleaning technology – M-Clean. This is a modular high-pressure cleaning system installed as a traversing head on a beam, either on an intermittent or continuous basis. It dislodges contaminants with a high-pressure water shower (up to 600 bars) and collects them with an integrated vacuum system. The contaminants are collected outside the machine via a cyclone separation system. Of over 1000 installations worldwide, 89 percent are on dryer fabrics, mostly for liner and fluting grades. However, similar systems are offered for forming fabrics, backing rolls and press rolls.
Jean-Francois Poirier, production manager at the Cascades Cabano mill, then talked about two M-Clean units installed on the first two Unirun dryer felts of his corrugating medium machine in 2016 and 2019, replacing older cleaning systems. The felts were cleaned efficiently at 450 to 520 bars of pressure, eliminating a cleaning shutdown every two weeks, reducing paper break downtime by 10 hours per month, allowing a 3.8 percent increase in machine speed and increasing dryer fabric lifetime from six weeks to eight months.
For papermakers hoping to optimize performance and quality, investing in the latest technologies for wet end chemistry, control systems and fabric cleaning appear to be well worth a close look. PPC
Martin Fairbank has worked in the pulp and paper industry for over 35 years and is a consultant, technical writer and Paptac Fellow.
Print this page